オプトサプライの砲弾型LED(OSY5PA5PE1A)の特性や取扱い注意点、設計時に意識するべきポイントについてまとめております。

スペックについて
以下、データシートより製品スペック等をご確認いただけます。
特性について
- 高輝度
- 4.8mmヘルメット型標準指向角
- 耐紫外線エポキシ樹脂
- 透明レンズ
アプリケーション
- 電子標識
- 小空間照明
- バックライト
- その他照明
保存方法について
出荷後は30℃以下、70%RH以下の環境で保管してください。保存期間の限界は3ヶ月です。3 ヶ月以上保管する場合は、窒素雰囲気下で吸湿剤を入れた密閉容器に入れて 1 年間保管できます。 OptosupplyのLEDリードフレームは、銀メッキされたFeまたはCu合金ですので、腐食性物質を含む環境では、銀の表面が影響を受けることがあります。LEDの腐食、変色、劣化の原因となるような環境は避けてください。腐食や変色は、はんだ付けの際に支障をきたす恐れがありますので、早めのご使用をお勧め致します。 急激な温度変化を避け、特に結露するような高湿度環境でのご使用は避けてください。
組み立て・取扱い注意について
発熱に関して
LEDの発熱量を考慮してシステム設計を行ってください。入力電力あたりの温度上昇係数は、基板の熱抵抗やLEDの配置密度、その他の部品に影響されるため、激しい発熱を避ける必要があり、動作電流は周囲の最高温度を考慮して決定する必要があります。
実装方法
リードピッチは、部品を配置する際に、プリント基板の取り付け穴のピッチと一致させる必要があり、そのためにリードの形成が必要な場合があります。適切なリードフォーミングの手順については、以下の図を参照してください。

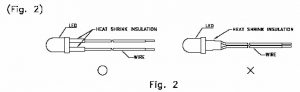
LEDにワイヤーをはんだ付けする際は、不慮の接触によるショートを防ぐため、露出したリード線を個別の熱収縮チューブで絶縁してください。
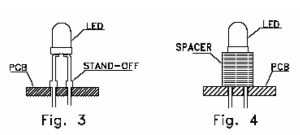
スタンドオフ(Fig.3)またはスペーサー(Fig.4)を使用して、LEDをPCBの上に確実に配置してください。
リード成形の手順
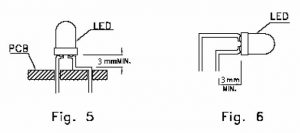
LEDレンズの根元と最初のリードの曲がり部分との間に、最低3mmの隙間を確保してください。
リードの成形や曲げ加工は、はんだ付けの前に行う必要があり、はんだ付け中や後に行うことはできません。 リード成形中にLEDレンズにストレスを与えないで下さい。これにより、レンズのエポキシが破壊され、内部構造を破壊してしまいます。 リード成形時には、力がLEDレンズやその内部構造に伝わらないように、フールや治具を使ってリードをしっかりと固定してください。部品がプリント基板に実装された後は、リード成形を行わないでください。 リードを2回以上曲げないでください。
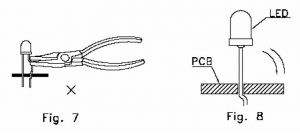
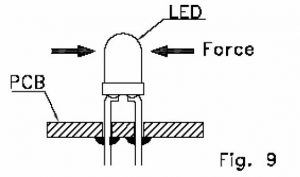
はんだ付けやその他の高温の組み立てを行った後は、外から力を加える前に、リードを50℃まで冷却してください。一般的に、損傷を避けるために、LEDに過剰な力を加えないでください。
はんだ付け条件
OptosupplyのLEDリードフレームは、銀メッキされたFe/Cu合金です。この物質は熱伝導率が低く、熱を伝えやすい性質を持っているため、はんだ付けの際には十分な注意が必要です。 LEDのはんだ付けは、リード根元から3mm以内で行ってください。タイバーの根元を越えてのはんだ付けを推奨します。 ディップはんだや手はんだはできるだけ低温で行い、はんだ付けは1回限りとしてください。ピーク温度からの急速な冷却プロセスはお勧めできません。 特に加熱時にはリードにストレスを与えないようにしてください。 また、はんだ付け後にLEDの位置を変えてはいけません。 はんだ付け後、LED が室温に戻るまでは、エポキシ樹脂製のバルブには機械的な衝撃や振動を与えないでください。 また、基板への直接はんだ付けは避けてください。基板の反りやリードフレームのクリンチ、カットなどにより、樹脂に機械的ストレスがかかることがあります。どうしても必要な場合は、この方法で実装することができますが、問題が発生した場合はお客様の責任となります。直接ハンダ付けする場合は、ワイヤーボンドや樹脂の劣化などの問題が発生しないことを試験で確認してから行ってください。両面基板への直接はんだ付けは、熱でエポキシが劣化するため避けてください。 また,はんだ付けの際にクランプする必要がある場合は,LEDにかかる機械的ストレスを最小限にすることが重要です。リードフレームの切断は常温で行ってください。高温でリードフレームを切断すると,故障の原因となります。
推奨条件
【フローはんだ(ディップ)】
・予備加熱:120℃以下、60秒以内
・はんだ槽温度:260℃以下
・浸漬時間:5秒以内
・位置:リード根元より3.0mm以上
【手はんだ】
・こて先温度:350℃以下
・時間:3秒以内
・位置:リード根元より3.0mm以上
※上記は代表的な数値となりますので、個別使用条件に関しては別途仕様書をご確認ください。